PCB板返修工艺流程
发表时间:2021-03-21 09:14:53 人气:3510
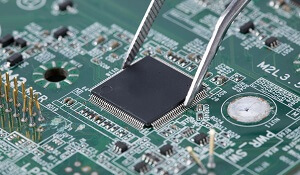
在明确了该器件的结构,选择了合适的PCB漆包线及焊料以后,便可以对其进行修复了。工艺人员首先剪取了合适长度的漆包线,将其一端的漆层刮去。
而后,将其直接焊到了脱落焊盘所对应的焊球上。最后,根据飞线方向选择合适的路径将漆包线从焊球阵列中引出。在引出过程中应特别注意尽量避免漆包线发生扭曲变形,尽量避免焊球与漆包线连接处受力-这样可以进一步为最终的成功修复奠定基础。
至此我们可以总结出BGA封装器件的返修工艺流程, 头短路的情况出现,可极大地提高卷绕芯子成品率。
达到相同的去除效果时,去除电压设计为0 V~35 V可调,速度在高速卷绕后,须减到200 r/min~800 r/min之间进行去金属化。不同的产品可设置不同的电压和速度。
热封技术
热封是影响卷绕电容芯子是否合格的关键技术之一。热封就是将卷绕成型的电容芯子接口处用高温烙铁对塑料膜压接粘合所示。使芯子不会松卷,要求粘合可靠,端面平整、美观。影响热封效果的几个主要因素是温度、热封时间、卷芯速度等。
一般情况下,热封的温度是随着膜的厚度与材料变化的,如同种材料膜的厚度在3μm时,热封的温度在280℃~350℃的范围,而膜的厚度在5. 4μm时,热封的温度要调整到300℃~380℃的范围,当然也要根据产品工艺要求做出适当的调整。
热封时,卷芯的速度不宜太高, 200 r/min~400 r/min可以外封出较理想的效果。热封的深度与热封。时间、压接程度、烙铁温度等都有直接的关系,热封深度的掌握对于是否能生产出合格的电容芯子也尤为重要,热封太深对电容值影响较大,热封太浅电容芯子易松卷,在实际生产过程中应根据具体的情况进行调整。
通过近几年的研究开发,目前国内已有多家设备制造厂商研制出薄膜电容卷绕设备,如太原卷绕机,该机型在材料厚度、卷绕速度、去金属化功能、卷绕产品种类方面已优于国内外同类产品,具备国际先进技术水平,自主拥有多项核心抄板技术如恒张力控制、去金属化技术等。
这里只是将薄膜电容卷绕工艺的关键技术做了简单描述,借此拿出来与大家共勉,希望随着国内薄膜电容制作工艺相关技术的不断进步,可以带动我国的薄膜电容制造设备业的蓬勃发展。
相关咨询


工厂展示


联系我们
香港蓝月亮精选二四六
联系人:文先生
手机:13183865499
QQ:1977780637
地址:成都市金牛区星辉西路2号附1号(台谊民生大厦)407号